In industrial, automotive, and commercial applications, liquid level sensors are exposed to harsh conditions that demand exceptional durability. The IP67 rating is not just a technical specification—it’s a benchmark for reliability in environments where dust, moisture, and physical stress threaten system integrity. For businesses managing tanks, pumps, or humidity-sensitive equipment, sensors with IP67 certification ensure long-term performance, reduced maintenance, and compliance with safety standards. This article explains why IP67 compliance is critical for Plastic Water Tank Level Control systems and how it translates to operational resilience.

IP67 Explained: Dust Tightness and Waterproof Resilience
IP67 certification guarantees two key protections:
1.Complete Dust Resistance
The sensor’s sealed housing blocks all dust ingress, preventing clogging or abrasion in agricultural irrigation systems, manufacturing plants, or automotive coolant tanks.
2.Protection Against Temporary Immersion
The device withstands submersion in water up to 1 meter for 30 minutes, making it ideal for flood-prone areas, marine applications, or food processing equipment where washdowns are frequent.
For Plastic Water Tank Level Control, this means sensors can endure splashes, humidity, and accidental spills without compromising accuracy or functionality.
Advantages of IP67-Rated Sensors
1 Extended Lifespan in Demanding Environments
Unlike lower-rated sensors prone to corrosion or short circuits, IP67-rated devices use corrosion-resistant PP material to resist chemical exposure. This is critical for industrial tanks storing solvents, detergents, or acidic liquids.
2 Reliable Performance in Extreme Temperatures
Operating from -40°C to 120°C, these sensors maintain functionality in freezing automotive coolant systems or high-temperature industrial boilers. The IP67 seal prevents condensation, ensuring stable electrical connections.
3 Reduced Maintenance Costs
IP67 protection minimizes failures caused by water ingress or dust accumulation. For fleet managers or plant operators, this translates to fewer sensor replacements, lower downtime, and 1-year warranty-backed reliability.
Applications That Demand IP67 Compliance
1 Automotive Cooling Systems
Monitor coolant levels in heavy-duty trucks to prevent engine overheating. IP67-rated sensors withstand road vibrations, temperature swings, and chemical coolants.
- Industrial Humidifiers and Tanks
Maintain optimal water levels in HVAC systems or chemical storage tanks. The PP float resists corrosion, while IP67 protection ensures safe operation during high-pressure washes.
- Outdoor Agricultural Equipment
Prevent irrigation system failures with sensors that resist mud, rain, and UV exposure. Customizable wire lengths (up to 350mm) simplify installation in rugged terrains.
Addressing Common Durability Challenges
Poor-quality sensors often fail due to moisture ingress or material fatigue. IP67-rated solutions mitigate these risks through:
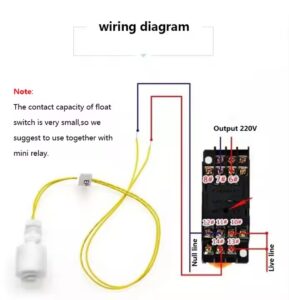
- N.O/N.C Contacts: Fail-safe configurations to prevent pump dry runs or overflows
- Switching Transducer Outputs: Stable analog signals for integration with PLCs or IoT systems
- OEM/ODM Flexibility: Custom designs for unique tank geometries or voltage requirements (0.5A–1.5A, 200VDC max)
For companies prioritizing efficiency and compliance, IP67-rated Plastic Water Tank Level Control systems offer:
- Cost Savings: Reduced repair frequency and extended equipment lifespan
- Scalability: Adaptable configurations for expanding operations
- Sustainability: Precise level management minimizes resource waste
Plastic Water Tank Level Control technology transforms how businesses monitor liquid systems. Contact us today to safeguard your operations with IP67-rated sensors built for durability and precision.